Describe all about filter press and double cone blender.
filter press pharmaceutical engineering working principle construction uses
https://inoxmill.com/working-principle-of-plate-and-frame-fi…
double cone blender pharmaceutical construction working principle uses advantages disadvantages
Filter Press
Definition
Principle
- Rate is directly proportional to the surface area of the filter medium and applied pressure.
- Rate is inversely proportional to the viscosity of the filtrate and the thickness/resistance of the filter cake.
Construction
1. Plates
- Flat, rigid units made of aluminium alloy (sometimes lacquered for protection against corrosive chemicals and to enable steam sterilization in pharmaceutical use).
- Grooved or ribbed on both faces to support the filter cloth and allow the filtrate to drain away.
- Each plate has a central hole (socket) at the top or corner that aligns to form a filtrate channel.
- Indicated by one dot in conventional diagrams.
2. Frames
- Open rectangular units of the same material as the plates.
- Contain an open interior space that serves as the slurry reservoir during filtration.
- Have an inlet port to receive incoming slurry.
- Indicated by two dots in diagrams.
- Frames of different thicknesses are available to vary cake capacity.
3. Filter Medium (Cloth or Paper)
- Sheets of filter cloth (cotton, polypropylene, polyester, nylon) or filter paper are placed between each plate and frame.
- The medium retains solids while allowing liquid to pass through.
- In pharmaceutical "polishing" applications, very fine-pore filter pads are used.
4. Sockets / Ports
- Silicon rubber washers provide sealing at the inlets and outlets.
- For corrosive liquids (e.g., pharmaceutical applications where rubber compatibility is a concern), socketless designs avoiding rubber washers are available.
5. End Plates (Head and Tail)
- A fixed head plate at one end and a movable tail plate at the other.
- The entire assembly is held together by a hydraulic closing device or screw mechanism at a preset pressure.
6. Supporting Framework (Chassis)
- The plates and frames are suspended on horizontal side bars (rails) and can slide along them to open and close the press.
7. Feed and Filtrate Manifold
- Pipe manifold with valves for slurry inlet, filtrate outlet, wash liquor inlet, and air vent.
- The air vent prevents air contamination and assists in effective cake washing.
8. Drip Tray
- Positioned below the assembly to collect the filter cake when the press opens and the cake falls.
Working
Uses
- Pharmaceutical industry: Clarification of pharmaceutical solutions, separation of APIs from reaction mixtures, purification of intermediates, removal of particulates from parenterals and ophthalmic preparations ("polishing"), and processing of biomass.
- Food and beverage: Filtration of juices, syrups, oils, and clarification of beverages.
- Chemical industry: Removal of impurities, solid-liquid separation, and recovery of valuable materials.
- Wastewater treatment: Removal of sludge and dewatering of municipal and industrial effluents.
- Cosmetics, mining, and dye industries.
Merits (Advantages)
- High filtration area - multiple plates and frames in series/parallel substantially increase surface area, enabling processing of large volumes.
- Versatile - handles a wide range of particle sizes, slurry consistencies, and liquid types.
- High solid recovery - the filter cake is relatively dry, and the solids can be washed in situ.
- Adaptable - different micron grades achievable in the same unit using a bypass plate; filtration area can be varied using a blockage plate.
- Suitable for sterile operations - stainless steel construction allows autoclaving; socketless designs available for corrosive pharmaceutical liquids.
- Filter medium can be reused after cleaning.
- Simple construction - easy to disassemble and reassemble.
- Batch washing possible without unloading the cake.
Demerits (Disadvantages)
- Batch operation - not continuous; requires downtime for cake discharge and reassembly.
- Labour intensive - cake discharge and cloth cleaning are manual steps in basic models.
- Limited to slurries - not suitable for very dilute suspensions where cake formation is poor.
- Filter cloth damage - the cloth can tear or blind (clog) over time, requiring replacement.
- Slow compared to centrifugal methods for some slurries.
- Large floor space required for large-scale units.
Double Cone Blender
Definition
Principle
Construction
1. The Double Cone Vessel
- The mixing vessel consists of two conical (truncated cone) sections joined at their widest circular cross-section (the equatorial rim), giving the vessel its characteristic double-cone (biconical) shape.
- The conical ends facilitate uniform mixing by directing material toward the center during rotation, and also enable gravity-assisted complete discharge with minimal residue.
- The vessel is statically balanced, which protects the gearbox and motor from excessive load during rotation.
- Made of stainless steel (SS 316L) for pharmaceutical-grade use to ensure corrosion resistance and GMP compliance.
- The interior is mirror-polished to prevent material adherence and ease cleaning.
2. Loading Port
- A wide mouth opening on the body of the cone through which powder/granules are loaded.
- May be fitted with a manhole cover or charging port lid.
- Loaded to approximately two-thirds of the total volume to ensure adequate mixing (the remaining one-third space allows free tumbling of the material).
3. Discharge Valve
- Located at one of the conical tips (the bottom apex when in discharge position).
- A butterfly valve or slide valve controls discharge.
- Tilting the cone positions the discharge port at the lowest point for complete, gravity-assisted emptying.
4. Drive Mechanism
- An electric motor drives the cone via a gearbox and chain/belt drive.
- The shaft extends through both sides of the cone (trunnion support) and is mounted on bearing supports/stands.
- The cone rotates about its central horizontal axis.
5. Intensifier Bar (Optional)
- In some designs, an intensifier bar (a bar with blades or pegs running through the interior) is added for de-agglomeration of lumps or for blending cohesive powders that may not mix adequately by tumbling alone.
6. Frame / Stand
- A robust structural frame supports the entire rotating assembly at working height.
- The frame is designed with adequate head clearance for the rotating cone.
Working / Operation
-
The blender is positioned with its loading port accessible. Powder or granules are loaded to about two-thirds of the blender's capacity. Overfilling reduces mixing efficiency; underfilling is also suboptimal.
-
The loading port is closed and sealed.
-
The motor is started; the double cone rotates at 30-100 RPM. The optimal speed is determined by the nature of the material.
-
As the cone rotates, the material tumbles inside - moving from one conical end to the other, repeatedly. The cascading motion causes the particles to intermix through convective mixing (bulk movement) and diffusive mixing (random particle redistribution at the surface of the powder bed).
-
Mixing typically takes 15-30 minutes, depending on formulation and batch size.
-
After mixing is complete, the blender is stopped with the discharge valve pointing downward. The valve is opened and the blended material flows out by gravity into a drum or hopper below.
-
For cleaning, the cone can be tilted freely to any angle and the interior accessed through the loading port.
Uses
- Primary use: Production of homogeneous solid-solid mixtures (powder-powder and granule blending) for tablet and capsule formulations.
- Effective mixing of pharmaceutical granules, semolina, starch, coffee, cocoa, chocolate granules/flakes, powdered milk, baby food, detergent granules, soap flakes, artificial fertilizers, plastic powder/pellets, fiberglass.
- De-agglomeration and uniform blending of dry excipients and APIs before compression or filling.
- Industries: pharmaceutical, food, chemical, cosmetic, detergent, fertilizer, and plastics.
Merits (Advantages)
- Gentle mixing - the tumbling action exerts minimal shear, making it ideal for fragile granules that could break down in high-shear mixers (important for tablet granules whose particle size distribution must be preserved).
- Large capacity - can handle large batch volumes (from a few liters to several thousand liters).
- Easy to clean, load, and unload - the conical shape at both ends enables complete gravity discharge with minimal residue; the tilting mechanism aids cleaning.
- Minimum maintenance - simple mechanical design with few moving parts.
- Handles varying bulk densities - effective for blending powders of different densities.
- Minimum attrition - low wear and tear on both the equipment and the product.
- No dead zones - the conical geometry avoids stagnant areas of unmixed material.
Demerits (Disadvantages)
- Not suitable for fine particulates - because the tumbling action provides minimal shear, it cannot adequately de-agglomerate very fine or cohesive powders. Fine particles tend to adhere to each other and resist redistribution by gravity alone.
- Not suitable for ingredients with large differences in particle size distribution - size segregation (demixing) can occur with bidisperse systems.
- High headspace requirement - the rotating double cone sweeps a large vertical arc and needs considerable overhead clearance for installation, which can be a constraint in manufacturing suites with low ceilings.
- Serial dilution needed for low-dose actives - if powders are free-flowing and the active ingredient is present in very small amounts, geometric serial dilution must be performed before loading; direct blending can lead to inadequate distribution.
- Batch process only - cannot be used for continuous manufacturing.
Comparison Summary
| Feature | Filter Press | Double Cone Blender |
|---|---|---|
| Function | Solid-liquid separation (filtration) | Solid-solid mixing (blending) |
| Principle | Pressure filtration through a filter medium | Tumbling/gravity-driven mixing |
| Material handled | Slurries (liquid + suspended solids) | Dry powders and granules |
| Key mechanism | Filter cake formation | Cascading and convective motion |
| Operation | Batch | Batch |
| Key advantage | High surface area; washable cake | Gentle on fragile granules; complete discharge |
| Key limitation | Labour-intensive; cloth blinding | Poor for fine/cohesive powders; high headspace |
| Pharma use | API separation, solution clarification, parenteral polishing | Tablet/capsule blend preparation |
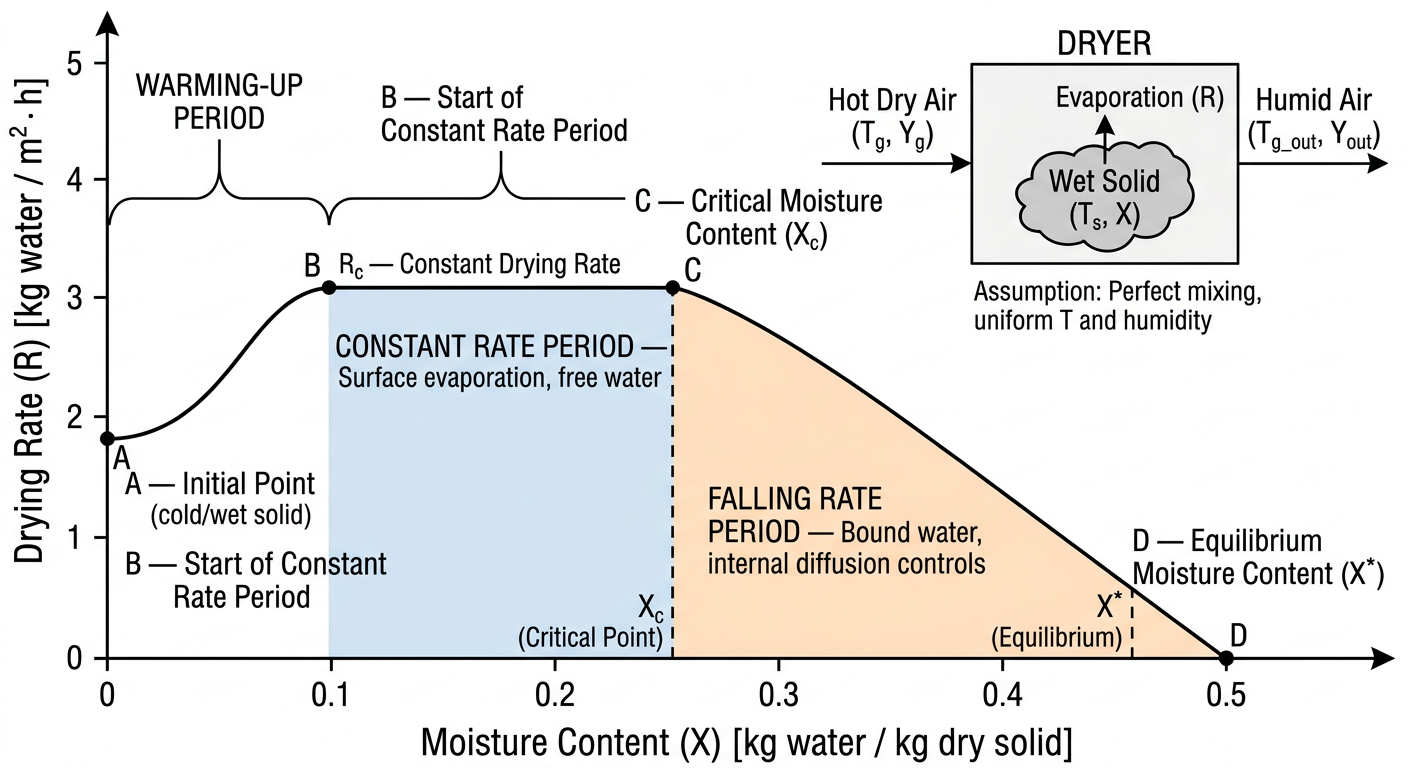
Draw and properly label the drying rate curve explaining the rate relationship with a simple model to mimic the conditions of a simple dryer. Only label diagram
A clean, professional scientific diagram of a drying rate curve with the following exact labels and features: MAIN GRAPH (Drying Rate Curve): - Y-axis labeled "Drying Rate (R) [kg water / m² · h]" - X-axis labeled "Moisture Content (X) [kg water / kg dry solid]" - The curve has three clearly distinct regions connected smoothly: 1. A short rising segment from point A to point B (initial warming-up period) 2. A flat horizontal segment from point B to point C (constant rate period) — this is the highest flat line 3. A falling segment from point C down to point D near the x-axis (falling rate period) — a straight diagonal line going down to the right-to-left direction - Point A: labeled "A — Initial Point (cold/wet solid)" at the left start of the rising section - Point B: labeled "B — Start of Constant Rate Period" where the curve becomes flat - Point C: labeled "C — Critical Moisture Content (Xc)" at the transition between flat and falling - Point D: labeled "D — Equilibrium Moisture Content (X*)" where the curve meets or approaches the x-axis - A vertical dashed line from point C down to the x-axis, labeled "Xc (Critical Point)" - A vertical dashed line from point D to the x-axis, labeled "X* (Equilibrium)" - The flat horizontal line is labeled "Rc — Constant Drying Rate" - Region between B and C labeled "CONSTANT RATE PERIOD — Surface evaporation, free water" with a bracket - Region between C and D labeled "FALLING RATE PERIOD — Bound water, internal diffusion controls" with a bracket - Region between A and B labeled "WARMING-UP PERIOD" with a bracket INSET SIMPLE DRYER MODEL (small box diagram in upper right corner): - A rectangular box labeled "DRYER" - Arrow entering the box from the left labeled "Hot Dry Air (Tg, Yg)" - Arrow exiting the box to the right labeled "Humid Air (Tg_out, Y_out)" - A shape inside the box representing wet solid, labeled "Wet Solid (Ts, X)" - A small upward arrow from the solid labeled "Evaporation (R)" - Below the box: "Assumption: Perfect mixing, uniform T and humidity" Overall: white background, clear black lines, color-coded regions (light blue for constant rate, light orange for falling rate), professional engineering/pharmaceutical textbook style, all text clearly legible
Discuss the principle, construction and working of fluidized bed dryer? In short
Fluidized Bed Dryer (FBD)
Principle
- Every particle is surrounded by hot air on all sides, giving intimate gas-solid contact.
- Heat transfer from hot air to wet solid is rapid.
- Mass transfer (evaporation of moisture) occurs simultaneously from the entire particle surface.
- The result is extremely efficient and uniform drying in a short time.
Construction
- Intake filter (pre-filter + HEPA filter) to supply clean, particle-free air.
- Air heater (steam or electric) to raise air temperature to the desired level (typically 40-80°C for pharmaceuticals).
- A cylindrical or conical stainless steel (SS 316L) bowl that holds the wet material.
- The base has a perforated or mesh distributor plate (the air distribution plate) through which hot air enters from below.
- The cylindrical body expands upward (wider at the top) to reduce air velocity near the top and prevent particle entrainment.
- Located at the top of the expansion chamber.
- Made of nylon or polyester fabric; retain fine particles that are carried upward by the airstream.
- Shaking mechanism (manual or automatic) periodically dislodges trapped fines back into the bed.
- A blower/fan draws air through the system (or pushes from below).
- Exhaust air passes through a final filter before venting to atmosphere.
- Controls inlet air temperature, airflow rate (blower speed), and drying time.
Working
-
Loading: Wet granules (from granulation) are loaded into the product bowl to about one-third to half capacity.
-
Start-up: The blower is switched on. Cold air is first passed to check fluidization, then the heater is activated to deliver hot air at the set temperature.
-
Fluidization: Hot air enters from below through the distributor plate at a controlled velocity. The particles are lifted and suspended - the bed "boils." Each granule is continuously surrounded by hot moving air.
-
Drying: Heat is transferred from hot air to the wet solid by convection. Moisture evaporates from the particle surface and is carried away by the airstream. Initially, drying occurs at a constant rate (free surface moisture evaporating); as the surface dries, it transitions to the falling rate period (internal moisture diffusion controls).
-
Bag shaking: At regular intervals, the filter bags are shaken (manually or by an automatic shaker or by pulse-jet of compressed air) to return accumulated fines back to the product bowl.
-
End point: Drying is complete when the outlet air temperature rises and approaches the inlet temperature (less moisture being evaporated = less cooling). Loss on Drying (LOD) is checked by sampling.
-
Discharge: The blower is stopped, the bowl is removed, and the dried product is discharged.
Merits
- Rapid and uniform drying (large surface area contact)
- Short drying time (15-30 min vs. hours in tray dryer)
- Gentle on granules - minimal attrition
- Easily scalable; suitable for large batch sizes
- Easy to clean (GMP-compliant design)
- Temperature-sensitive materials can be dried at low temperatures
Demerits
- Not suitable for very wet, sticky, or cohesive materials (poor fluidization)
- Fine particles can be entrained and lost; requires good bag filtration
- Risk of electrostatic charge buildup with fine dry powders
- High initial cost
- Cross-contamination risk if bag filters are not properly maintained
- Not ideal for heat-sensitive materials at high temperatures